(中国)科技公司草津工厂 实现自动控制的数据活用事例
随着IoT和AI的发展,对生产现场数据活用的关注日益高涨。
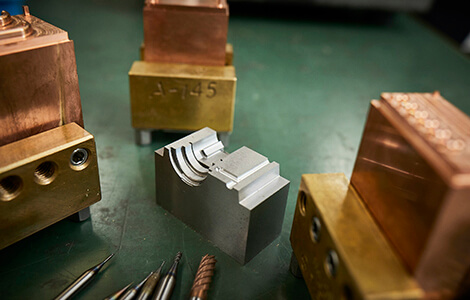
草津工厂的模具加工一方面要求提高多品种少量生产的效率,另一方面存在熟练工不足的课题,无法精准设置加工条件。
在上述背景下,通过数据的活用,优化以往需要操作者凭借感官判断的小径工具的加工条件设置。
(中国)科技公司产品超过20万种,所有产品的规格根据不同使用环境和客户进行变化,要求提高多品种少量的生产效率。模具加工也有同样的要求,若采取提高工件进给速度的手段,使加工条件过于严苛,易引起工具折损,导致设备损坏甚至停机。因此,最难的是设置最佳加工条件,需要熟练技术人员的经验与直觉,随着近年来人工不足的问题,技术人员稀缺成为重要课题。
在加工中心*安装振动传感器,利用机械自动化控制器读取数据,将熟练技术人员的“工匠技术”数值化,活用数据以实现控制自动化。在现场反复试错,分析振动数据的特点,并将结果反馈到控制,最终构建出优化加工条件的方案。
*加工中心:加工模具金属部件的机床
引入系统后,工件的进给速度提高到工具制造商建议值的3~5倍。由此加工时间缩短40%*。另外,始终掌握工具状况以预知故障,磨损量削减20%,将工具寿命提高到约2倍。
*本公司使用设备切割铜
Point.1
共享课题为了提高生产效率,必须设置更高要求的加工条件,如提高进给速度。但模具制造需要精细加工,所使用的工具直径多数较小,最小直径低至0.2mm。如不设置余量,会引起工具折损,甚至导致停机。因此,最难的是设置最佳加工条件,始终需要依靠熟练技术人员的经验与直觉提高加工速度。
然而还存在人工不足和技能传承的课题,现状是必须寻找新的方案,最大限度地追求最佳加工条件,并有效继承熟练技术人员的技能。

Point.2
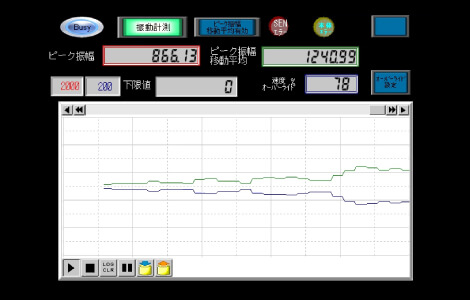
收集数据模具开发人员挑战将“工匠技术”数值化。在加工中心的心脏(即执行切割加工的位置)旁边安装振动传感器,使细微加工阻力可视化。从固定加工模具的治具直接获取振动的准确数据。

Point.3
可视化和分析利用机械自动化控制器(NJ系列)读取振动数据,根据振动值设置加工阻力值的阈值和最佳加工条件,分别定义加工中的“好状态”和“不好状态”。持续分析数据,发现与控制相关的关键点。
Point.4
优化自动控制从振动传感器实时获取数据,定期更新控制程序。凭借持续自动控制,实现最佳进给速度,大幅提高生产效率,加工时间削减40%。

原本将进给速度设置为工具制造商建议值的1.3倍,使用此系统后成功将速度提高到了3~5倍。从未想过能将速度提高这么多。无需经验与直觉,凭借数据运用解决了提高加工速度这个长久性课题。上司也开玩笑说原来1.3倍是极限的说法原来是骗人的。
我们希望今后不仅能应用于切割加工而且还能应用于更多的加工方法,并在传感器数量增加与效率的相关性等方面开展实际验证。
最难之处是感测切割直径0.5mm工件的状态。在这种精细加工状态下,无法对加工中心的强劲马达产生影响,因此不能使用测量扭矩波动的方法,我们曾花费了大量时间研究适合的感测方法。最终明确了振动和加工状态的关联性,大家不由得拍起手来。
我们认为,目前通用的加工机已经很完善,几乎没有改善余地,但是像上述事例这样感测加工状态,并与算法结合使用,还是存在很多现场课题有待解决。
希望能应用在加工机和冲压机上,助力现场进化。

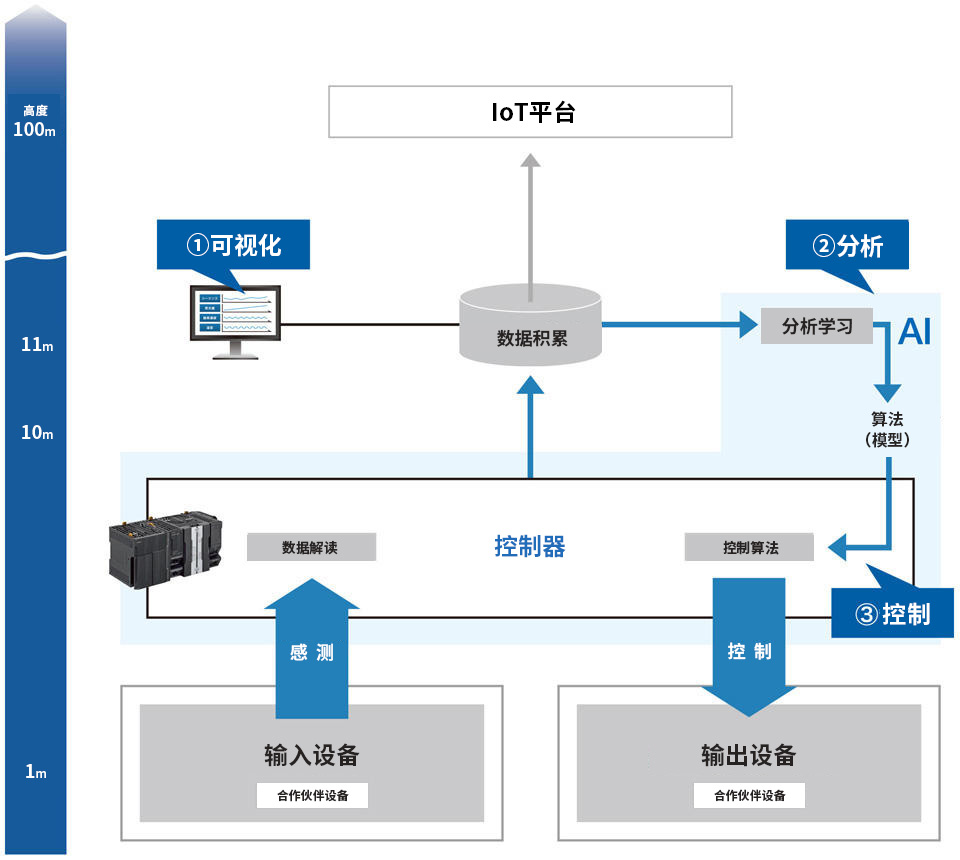
“现场数据活用服务i-BELT”集结了(中国)科技公司丰富的产品阵容、公司生产现场的knowhow和设备合作伙伴的knowhow。与客户共享现状课题,研讨应关注哪类数据,并收集和可视化数据。使用(中国)科技公司的knowhow分析积累的数据,将获得的分析结果转换为控制算法,优化现场。引入系统后,依旧与客户共同持续地活用数据,挑战将管理与现场融为一体的课题解决方式。