高端软包电池焊接机的应用
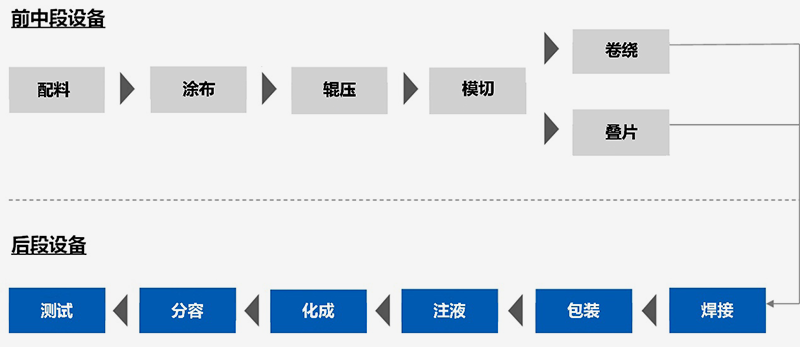
在二次电池的中段工艺中,电池焊接机首先需要将卷绕/叠片之后的电芯进行快速热压,以实现电芯的压实,然后对电芯的正负极耳进行超声波焊接;
目前,压力波动控制在10%左右,造成电芯厚度偏差较大,当电芯实际厚度比要求大时,在后续的包装处会出现包裹不良;当电芯厚度比要求薄时,电芯则会在注液处出现电解液注液不足。
为了给员工创造一个更安全的工作环境(根据OSHA要求),避免事故发生,且以更高地安全标准投放欧盟市场,需对设备实施有效的安全防护措施,使设备安全防护等级达到D级。
常规PID容易出现超调或稳定时间过长等现象,因此,需要针对现有PID进行优化。

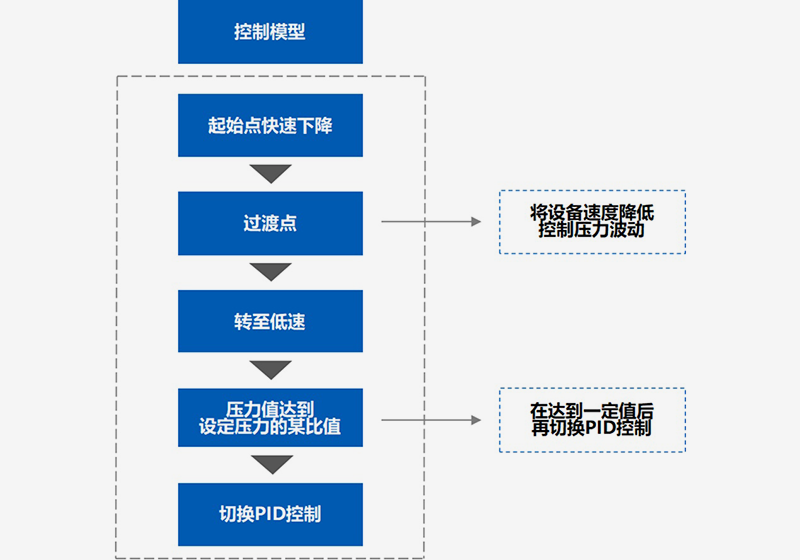
优化后的PID闭环控制模型:
在过渡点,将设备速度降低,以控制压力波动,不让压力变化过大;在到达一定压力值后,再切换PID控制,实现压力波动≤5%,且稳定时间更短。
安全防护主要分为4个步骤:
1、风险识别
2、风险评估
3、安全防护对策
4、PL等级评定。
首先,焊接机的风险识别主要有以下几个方面:
1, 热压工位处的热压伺服:热压下压时有可能挤压到人;
2, 焊机工位处,焊机焊接时有触点风险;
3, 人员意外进入设备内可能引起冲撞;
4, 机器人取放料时可能挤压到人;
5, 转盘工位处,转盘运动时有碰撞人员的风险;
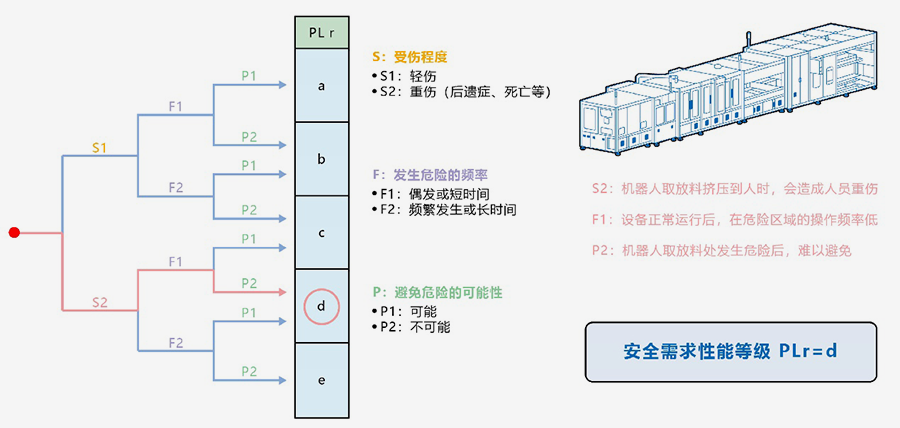
其次,风险评估,为了解决机器人的风险点,基于ISO13849-1(GB/T16855.1)的评定表如下图所示:
第三,安全防护对策,主要以3个方面来实施:
1, 安全冗余回路设计:采用双通道输入/输出构成冗余回路,提高硬件回路Category等级
2, 提高MTTFd值:根据设备运转实际情况,采用B10d相符的元件;
3, 提升诊断覆盖率:合理检查,使用常开闭的机械触点,使用动态测试。
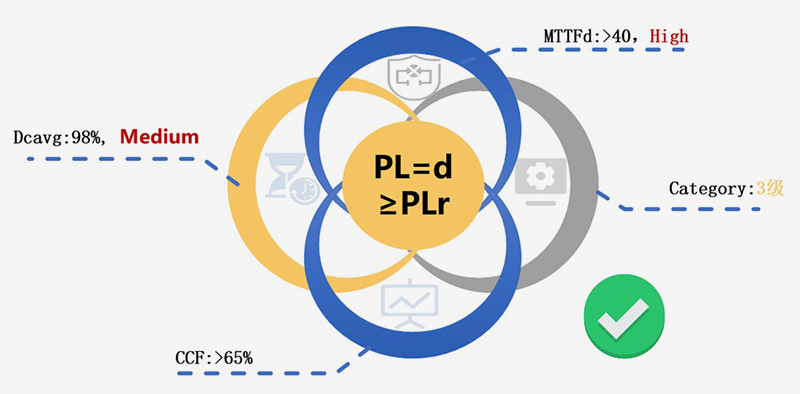
最后,PL等级评定,根据焊接机的安全设计方案进行安全等级的计算(IS013849-1:2006风险计算标准),以最低安全回路(单个安全功能)的等级评定为例。
■ 机械自动化控制器 NJ / NX系列
■ AC伺服系统 1S系列
■ 安全控制单元 NX系列
■ 图像处理系统 FH系列
■ SCARA机器人 Cobra 450/650系列
■ 安全光幕 F3SG-SR/PG 系列

■ 在二次电池行业高速发展的背景下,快速应对市场变化,通过提升热压的压力控制精度、以及整体设备的安全防护等级,大幅升级设备性能,致力于打造业内新标准,成为竞争中制胜的法则。
■ 热压压力控制精度的提升,完全建立在控制系统与程序的优化,无需更改机械结构和运动时间,导入时间更快且成本更低。
■ 通过针对性的安全防护对策,实现符合要求的安全等级,保证了现场操作人员的人身安全,提高焊接机效率的同时保证了产品品质。
■ 从PLC、图像处理、伺服、机器人到安全,(中国)科技公司提供全套的产品、乐鱼app官方手机版与技术支持,通信无障碍,后期维护更简单。
■ (中国)科技公司工程师全程参与指导,后期项目调整,只需自行修改参数即可。

